The Lightfoot Workshop

The workshop contains these machines:
1 Vertical turret milling machine
2 Slotting head
3 Lathe
4 Surface grinder
5 Drill press
6 Press, hydraulic and power
7 Bead blaster
8 Welding
9 Tyre changer
10 Polishing machine
11 Cleaning tank
12 A large variety of hand tools.
I have a variety of machines to do most engineering processes. I know how to use them and do the job correctly. The vertical mill has a slotting attachment. Screw cutting and index machining are all straightforward. I served my apprenticeship as a Fitter and Turner specialising in Toolmaking.
Some Lightfoot project examples
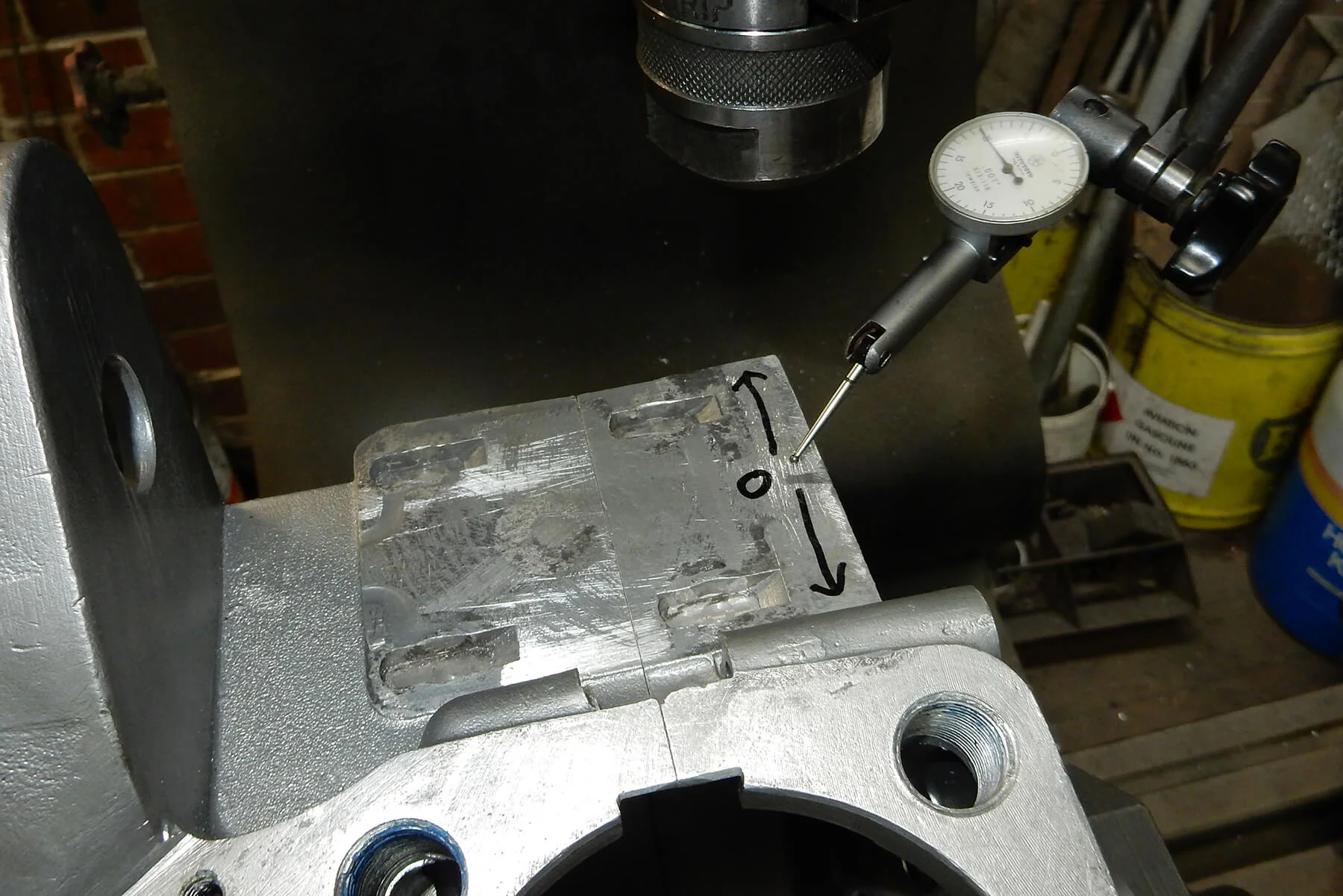
Machining the seat and face of the gasket area.
BSA Gold Star DB34 500cc Clubmans head. Before machining there was a small amount of distortion around the exhaust valve. This was carefully set up on the vertical turret mill, then machining the bare minimum of material to get the surface flat again. It’s important that this operation is done in one setting on the mill so that both seats are perfectly parallel. After re-assembly of the motor, it has seated perfectly without any oil leak or compression loss. The head sits directly on top of the cast-iron cylinder liner which leaves a gap between the gasket surfaces of the head and alloy barrel. You then use an aluminium laminated head gasket and peel sections away until you get the gasket .002” thicker than the gap. This ensures that after tightening the head, the gasket seats and the cast-iron liner also seats hard up into the head.
Look at the slide show on the right.










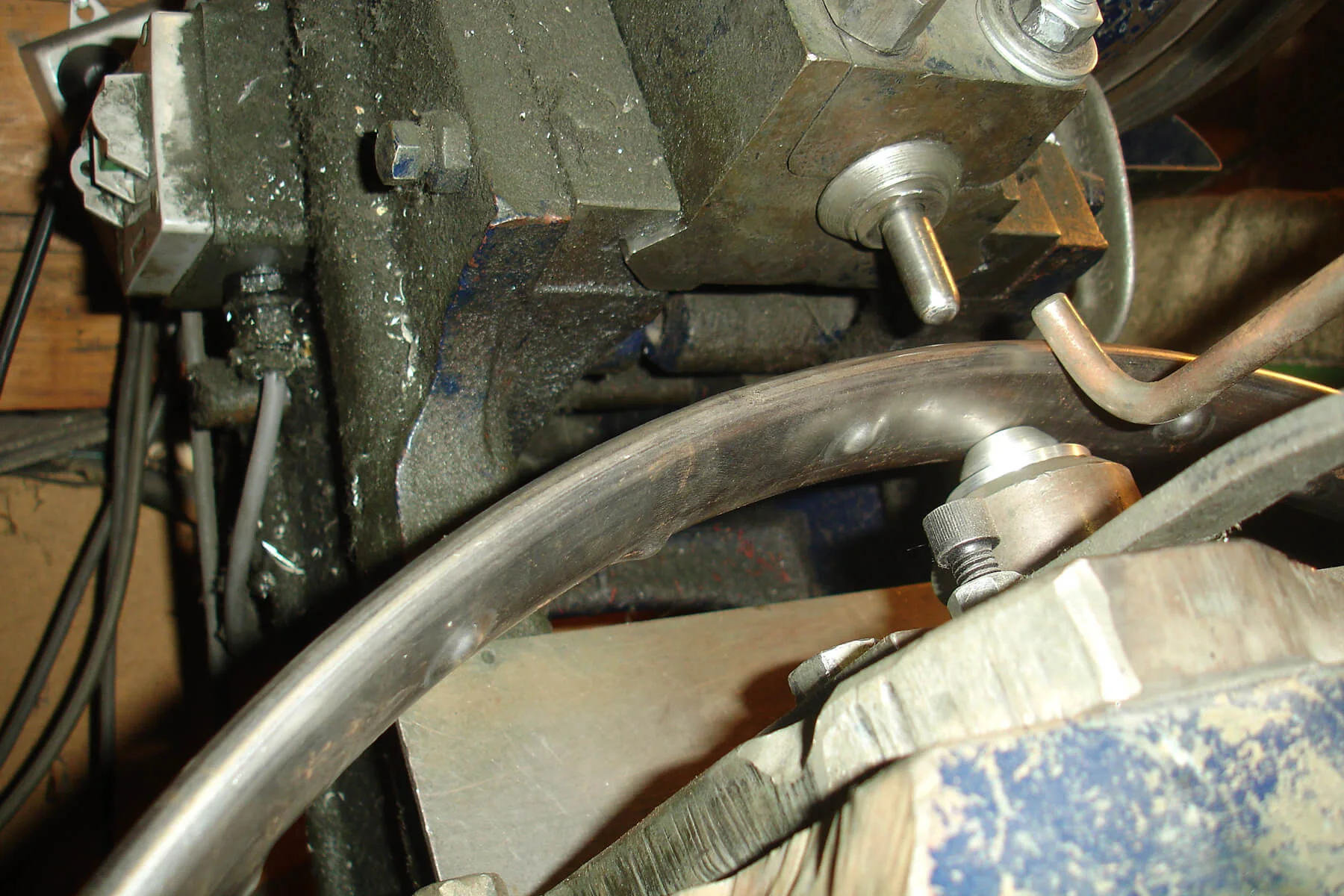
BSA sprocket rebanding.
This is a rare BSA Gold Star finned sprocket/brakedrum made by Wellworthy in the 1950’s. You can see how I removed the old worn out sprocket and rebanded it. Works great now!
Look at the slide show on the right.

















Cutting a hexagon.
Cutting a hexagon, six sides, on a dividing head on the vertical turret milling machine.
Look at the slide show on the right.


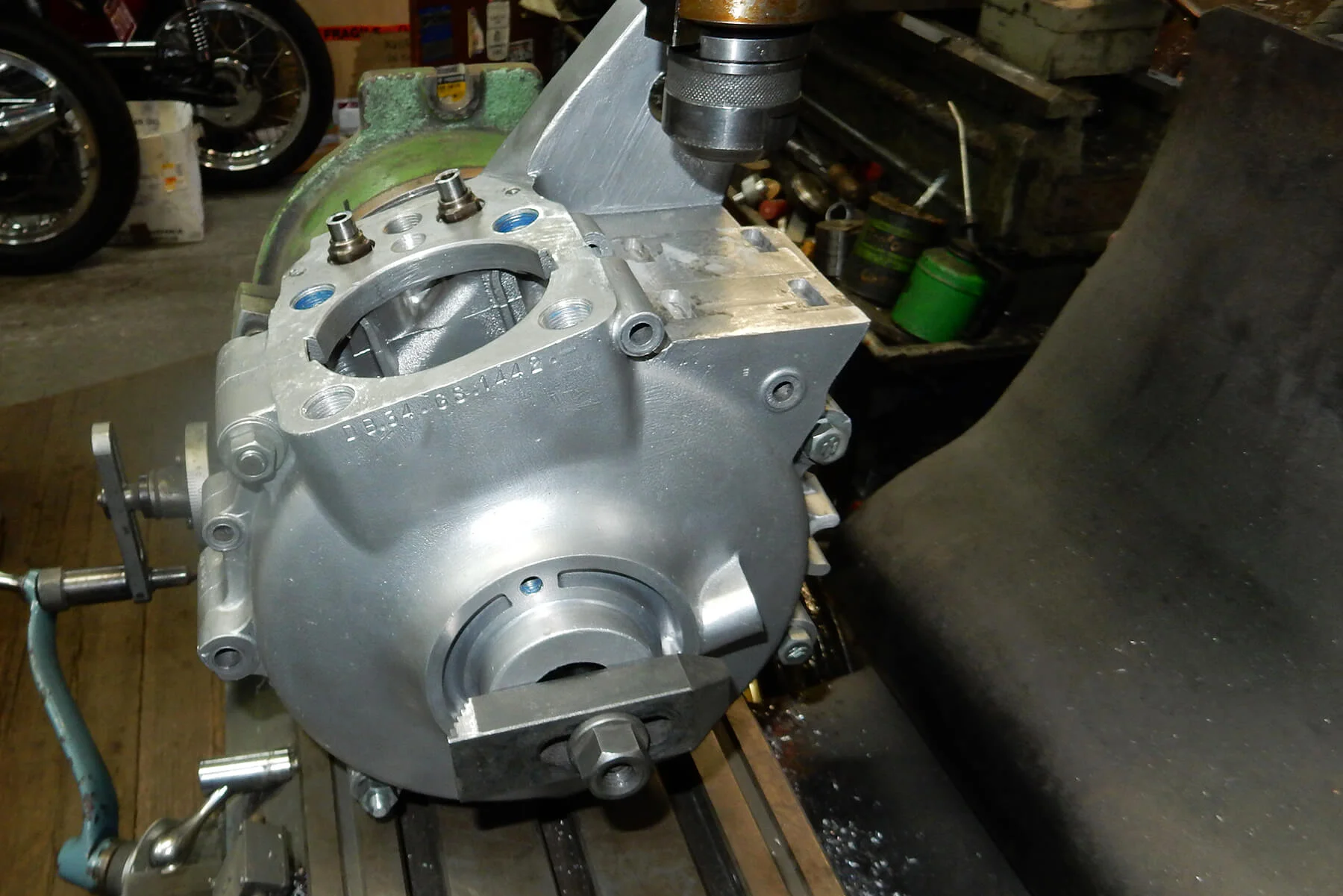
BSA Crankcase Deck Heighting
I did two machining jobs on the crankcase, the magneto mounting base and the barrel seat. I also machined the magneto itself so that all surfaces were dead flat and parallel. The magneto had to be re-shimmed to get the timing gear mesh back to where it was before machining. I also rebushed the idler gear on the timing side.
Look at the slide show on the right.


































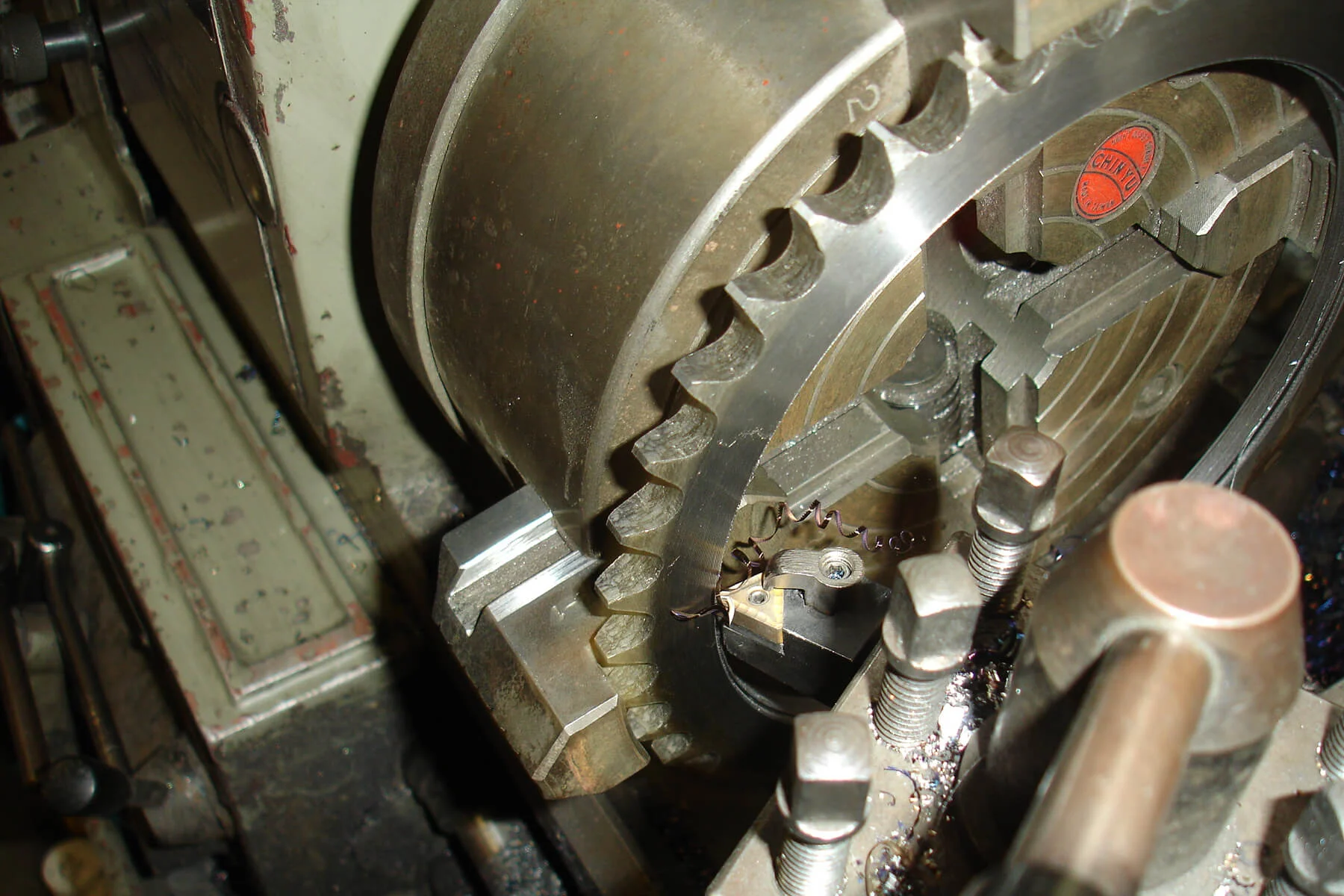
Boring a sleeve.
This will end up as a bearing housing in a wheel hub. It involves boring and external turning.
Look at the slide show on the right.


Dimpling
There is no great trick with this job. You need the right machine and then accurately mark out the rim. Over the years, I have made up formers to dimple a variety of profiles and sizes. It takes time to set the press up but only a few minutes to dimple the whole rim and then follow on with drilling the spoke holes.
Look at the slide show on the right.